








发电电焊机一体机250A汽油焊条电弧焊又称为手工电狐焊,是焊工手工操作,利用焊条与工件之间产生的电弧,将工件和焊条熔化后进行焊接的电弧焊。焊条电弧焊的焊接过程首先引燃电弧,使工件和焊芯同时熔化,形成熔池;然后焊条和药皮与液态金属发生冶金反应,并在熔池上面形成渣气双重保护;当电弧向前移动,熔池金属冷却凝固,形成连续的焊缝,熔渣形成渣壳覆盖表面。
事实上普通的熔化焊的焊接过程是利用各种焊接热源(如电弧、气体火焰等)先将焊件焊缝处的金属和焊条加热到熔化状态,形成熔池;然后随着热源向前移动,熔池液体金冷却结晶,从而形成焊缝。电弧焊是熔化焊中应用为普遍的焊接方法,它是利用焊接电弧的高温来加热和熔化焊件焊缝处的金属和焊条,从而实现焊接的。

发电电焊机一体机250A汽油接地系统的技术要点:
·(1)接地电阻要求:
接地电阻选择发电电焊机接地保护的重要一环,在具体选择接地电阻时,应该根据电气设备的接地保护要求和发电电焊机的实际功率、以及电网接线方式来选择。就发电电焊机接地保护电阻来说确定其接地电阻大小的标准是发生漏电事故时所允许的对地电压。由于中性线不接地,因而当故障电流没有直接返回电源时只能通过另外的非故障导体对地分布电容和对地绝缘电阻返回电网系统。在正常情况下,线路对地绝缘电阻为数百千欧姆至效百兆欧姆,近似等于无穷大,因而,故障电流对地所表现的分布电容的向量和一般很小,所以可以限定发电电焊机的接地保护电阻不超过4欧姆。这种情况下,即使线路对地绝缘性能遭到破坏不大于4欧姆的保护接地电阻也足以确保发电电焊机机壳及二次回路上的对地电压不超过25V。经大量工程实践证明这是安全可靠的,完全满足施工工地等工作环境比较恶劣场合的安全要求。
产品型号:TOTO250A
电焊机参数
额定电流 250A
电流调节 0-250A
额定电压 26-30V
焊条直径 2.0-5.0mm
空载电压 65V
负载持续 100%
发电机参数
额定输出 5KW
额定电压 220V
频率 50HZ
转速 3000rpm
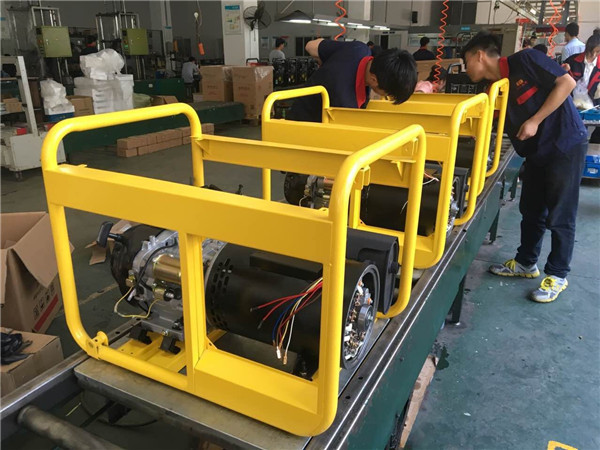
结构类型 开架|手推式
绝缘等级 F
发动机参数
发动机型号 192FA
燃油类型 90号以上汽油
机油型号 SF级汽机油 夏季15W/30 冬季 10W/30
发动机型式 单缸、四冲程、风冷、发动机
排量(CC) 420
发动机型号 192FA
工作时间 8-12h
油耗 395 g/kw.h
油箱容积(L) 15L
机油容量 1.1L
整机参数
噪音db/7M 70-78
保护装置 有
长宽高(mm) 770*550*570
净重(kg) 85/95
备注 图片仅供参考 请以实物为准